

 영어
영어 아라비아
아라비아 스페인어
스페인어
×
비밀번호
비밀번호 받기
관련 콘텐츠를 다운로드하려면 비밀번호를 입력하세요.
제출하다
 +86-15267462807
+86-15267462807
 언어
언어
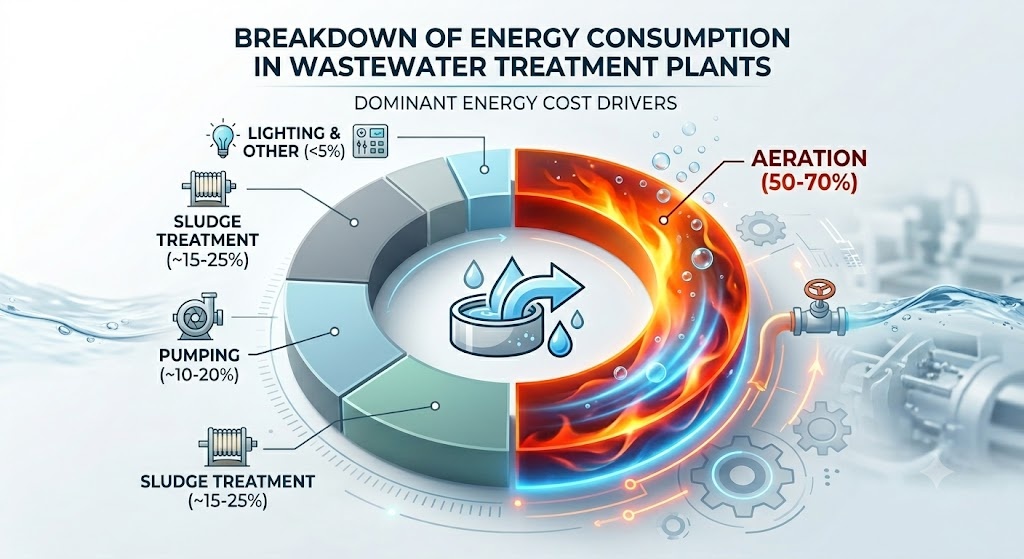
직접적인 답변: 폭기는 폐수 처리장에서 총 에너지의 50~70%를 소비합니다. 핵심 효율성 지표는 표준 폭기 효율성(SAE)으로 kgO2/kWh, 즉 시스템이 에너지 단위당 전달하는 산소의 양을 나타냅니다. 잘 설계된 미세 버블 디퓨저 시스템은 2.5~5.0kgO²/kWh를 달성합니다. 오염된 디퓨저, 부분 부하로 작동하는 대형 송풍기, 일별 부하 변화를 무시하는 고정 DO 설정점, VFD 제어 부족으로 인해 운영 중인 대부분의 플랜트는 이 1.5~2.5kgO2/kWh에 미치지 못합니다. 에너지 감사는 이들 중 어느 것이 가장 비용이 많이 드는지 정확히 식별하며, 미국 EPA는 적절하게 설계된 통기 제어 시스템만으로도 통기 에너지를 25~40%까지 줄인다는 사실을 문서화했습니다.
폭기 시스템은 건설 비용의 2~5%만을 차지하지만 플랜트 에너지의 최대 80%를 소비합니다. 보수적인 50% 수치에서도 그 숫자는 상당합니다.
| 식물 크기 | 일반적인 총 에너지 | 통기비율(60%) | $0.10/kWh |
|---|---|---|---|
| 1,000m³/일 | ~150,000kWh/년 | ~90,000kWh/년 | ~$9,000/년 |
| 10,000m³/일 | ~1,500,000kWh/년 | ~900,000kWh/년 | ~$90,000/년 |
| 50,000m³/일 | ~7,500,000kWh/년 | ~4,500,000kWh/년 | ~$450,000/년 |
| 100,000m³/일 | ~15,000,000kWh/년 | ~9,000,000kWh/년 | ~$900,000/년 |
50,000m³/일 플랜트에서 폭기 효율이 20% 향상되면 연간 $90,000가 절약됩니다. 매년. 프로세스 저하 없이 실제로 생물학적 성능이 향상됩니다.
아래의 감사 프레임워크는 이러한 절감 효과가 어디에 숨어 있는지 식별합니다.
무엇이든 감사하기 전에 장비와 동일한 언어를 사용해야 합니다. 4가지 지표가 폭기 시스템 성능을 정의합니다.
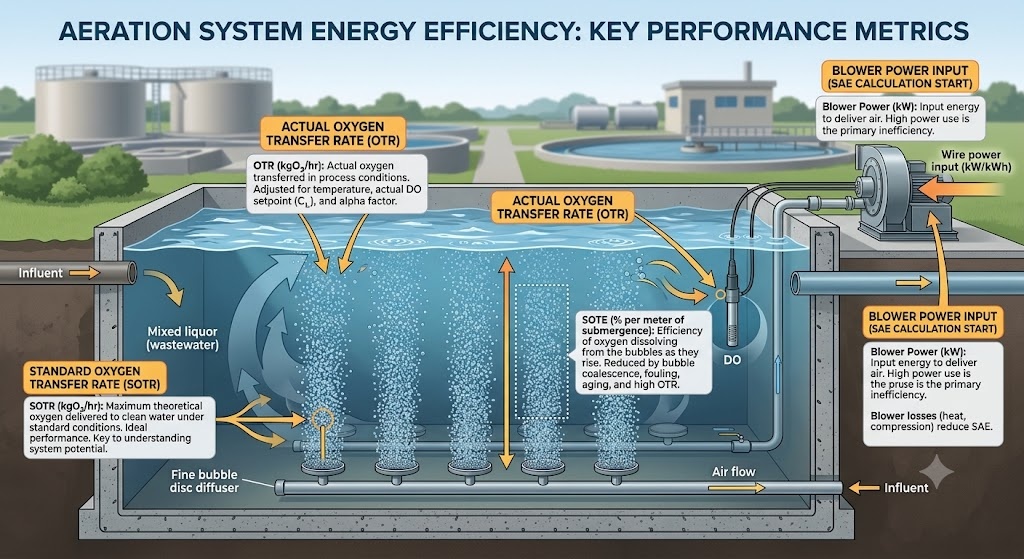
SOTR — 표준 산소 전달률
표준 조건(깨끗한 물, 20°C, 0 DO, 해수면)에서 시간당 전달된 산소의 질량입니다. 단위: kgO²/hr. 이는 디퓨저 또는 에어레이터에 대한 제조업체의 실험실 등급입니다.
SOTE — 표준 산소 전달 효율
표준 조건에서 실제로 물에 용해되는 공급된 공기의 산소 비율입니다. 침수 미터당 % 또는 시스템의 총 %로 표시됩니다.
SOTE(%) = (용존 O2 / 공급된 O2) x 100
미세 버블 디스크 디퓨저: 침수 미터당 SOTE 6~8%
거친 버블 디퓨저: 미터당 3~4% SOTE
표면 기계식 통풍기: 깊이에 의존하지 않음; 총 SOTE로 표현
OTR - 실제(현장) 산소 전달률
실제 공정 조건(폐수 온도, 실제 DO 농도, 알파 인자)에 맞게 SOTR이 수정되었습니다. 이것이 디퓨저가 실제로 탱크에 전달하는 것입니다.
OTR = SOTR x 알파 x (베타 x C_s,T - C_L) / C_s,20 x 세타^(T-20)
여기서:
SAE — 표준 통기 효율성
에너지 감사에 가장 유용한 단일 번호입니다. SAE는 산소 전달과 에너지 소비를 하나의 비교 가능한 측정항목으로 결합합니다.
SAE(kgO²/kWh) = SOTR(kgO²/hr) / 송풍기에 배선 전원 입력(kW)
그 반대인 kWh/kgO₂는 비용 계산에 있어 동일하게 유효하고 더 직관적입니다.
비에너지(kWh/kgO2) = 1 / SAE
기술별 SAE 벤치마크:
| 에어레이션 기술 | SAE (kgO²/kWh) | 비에너지(kWh/kgO2) |
|---|---|---|
| 미세버블 디스크/튜브/플레이트 디퓨저(최적화) | 2.5–5.0 | 0.20~0.40 |
| 미세 버블 디스크 디퓨저(일반 작동) | 1.8–3.5 | 0.29~0.56 |
| 굵은 버블 디퓨저 | 1.2~2.0 | 0.50~0.83 |
| 표면 기계식 통풍장치(저속) | 1.2~2.5 | 0.40~0.83 |
| 표면 기계식 통풍장치(고속) | 0.8~1.5 | 0.67–1.25 |
| 제트 에어레이터 | 1.0~2.0 | 0.50~1.00 |
| 깊은 샤프트 통기(>15m) | 3.5–6.0 | 0.17~0.29 |
미세 기포 시스템에 대해 공장에서 계산한 SAE가 1.8kgO²/kWh 미만인 경우 복구 가능한 성능 문제가 있는 것입니다. 디퓨저 오염, 과도한 통기 또는 비효율적인 송풍기 작동이 발생할 수 있습니다.
측정하지 않은 것은 감사할 수 없습니다. 대부분의 공장에서는 특수한 테스트 장비 없이 기존 장비를 사용하여 대략적인 SAE를 계산할 수 있습니다.
필요한 것:
일일 산소 요구량 추정(AOR - 실제 산소 요구량):
AOR(kgO2/일) = (BOD 제거산소요구량) (질산화산소요구량) - (탈질소 크레딧)
BOD 제거: 제거된 BOD kg당 ~1.0~1.2kgO2(간단한 BOD 제거의 경우 1.0, 결합된 BOD 질산화 시스템의 경우 1.2)
질산화: 산화된 NH₄-N kg당 4.57kgO₂
탈질 크레딧: NO₃-N 감소 kg당 2.86 kgO2 회수(무산소 구역이 있는 경우 이를 뺍니다)
예 — 10,000m³/일 도시 플랜트:
필드 SAE 계산:
깨끗한 물과 동등한 비교를 위해 SOTR로 변환:
SOTR = AOR / (알파 × 보정 계수) ≒ AOR / (0.6 × 0.5) = AOR / 0.30
SOTR = 138 / 0.30 = 460kgO²/hr
표준 SAE = 460 / 191 = 2.41kgO²/kWh
이는 미세 기포 시스템에 허용되는 범위의 하단에 가깝습니다. 조사할 가치가 있습니다.
오프가스 테스트는 플로팅 후드에서 수면을 떠나는 가스를 포착하고 산소 함량을 분석하여 공정 조건에서 SOTE를 직접 측정합니다. 이는 실제 디퓨저 성능을 결정하는 가장 정확한 방법입니다.
필요한 장비: 부유형 가스 수집 후드, 가스 분석기(O2 및 CO2), 송풍기의 공기 유량계.
SOTE(%) = (O2 in - O2 out) / O2 in × 100
여기서 O2 in = 공기 흐름 × 0.2095(공기의 O2 비율) 및 O2 out = 수집된 배출가스에서 측정된 O2 농도 × 총 배출가스 유량입니다.
오프가스 테스트는 세척 후 또는 개조 후 검증을 위한 최적의 표준입니다. 이는 디퓨저 유지 관리 또는 교체로 인해 성능이 향상되었는지 직접적으로 보여줍니다. 이는 특수 장비가 필요하며 일반적으로 전문가 팀에 의해 수행됩니다.
송풍기 효율은 실제로 공기 흐름에 도달하는 전기 에너지의 양을 결정합니다. 노후화, 입구 필터 오염 또는 부분 부하 작동으로 인해 정격 출력의 85%를 제공하는 송풍기는 나머지를 열로 낭비합니다.
송풍기 효율 평가를 위한 등온 전력 방정식:
이론적인 등온전력(kW) = Q_air × P_inlet × ln(P_outlet / P_inlet) / 효율
여기서:
송풍기 효율성 벤치마크:
| 송풍기 유형 | 최고 등엔트로피 효율 | 일반적인 현장 효율성 | 부분 부하 효율(50% 흐름) |
|---|---|---|---|
| 뿌리 삼엽(VFD 없음) | 55~65% | 50~60% | 35~45% |
| 뿌리 삼엽(VFD 포함) | 55~65% | 55~62% | 50~58% |
| 회전 나사(VFD 포함) | 65~75% | 62~70% | 60~68% |
| 다단 원심분리기 | 65~72% | 60~68% | 45~55%(서지 위험) |
| 고속 터보(직접 구동) | 72~82% | 70~78% | 65~75% |
현장에서 가장 일반적인 효율성 문제: 설계 유량의 40~60%로 지속적으로 작동하는 송풍기 폭기 시스템은 거의 발생하지 않는 최대 유량 조건에 맞게 설계되었기 때문입니다. 유량이 50%일 때 루츠 송풍기는 최고치에 비해 효율성이 15~25% 낮아져 소비되는 모든 kWh의 상당 부분을 낭비하게 됩니다.
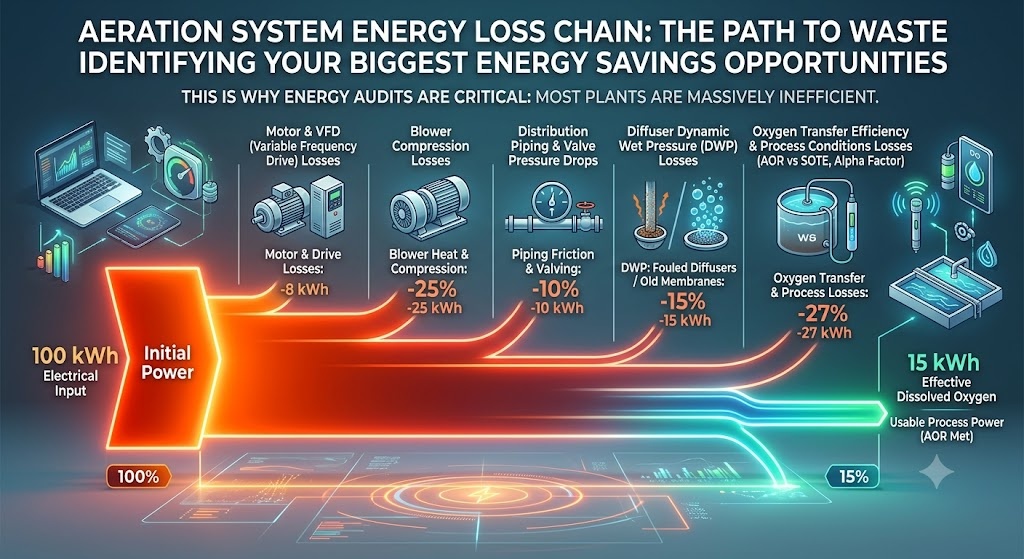
모든 폭기 시스템에는 전기 계량기와 탱크의 용존 산소 사이에서 에너지가 손실되는 4곳이 있습니다. 각 손실을 수량화하면 개입할 위치를 식별할 수 있습니다.
에너지 손실 사슬:
전기 입력 → 송풍기 모터 손실 → 송풍기 압축 손실 → 파이프/밸브 분배 손실 → 디퓨저 DWP 손실 → 산소 전달 손실
| 손실 단계 | 전형적인 규모 | 원인 | 감사 확인 |
|---|---|---|---|
| 모터 전기 손실 | 3~8% | 모터 노화, 부분 부하 | 모터 역률 및 전류 소모 측정 |
| 송풍기 압축 손실 | 20~35% | 송풍기 유형, operating point | 실제 등온력과 이론적인 등온력 비교 |
| 파이프 및 밸브 손실 | 5~15% | 소형 파이프, 오염된 밸브, 과도한 제어 밸브 | 분배 시스템 전체의 압력 강하 |
| 디퓨저 DWP 손실 | 5~25% | 파울링, 노화, 과잉/과소 플럭스 | DWP 측정(DWP 도움말 참조) |
| 산소 전달 손실 | 30~60% | 알파 팩터, DO 설정값, 기포 크기 | 오프가스 테스트 또는 SOTE 추정 |
결합 효과: 송풍기 모터가 소비하는 100kWh당 일반적으로 15~35kWh만이 혼합액의 용존 산소로 남습니다.
대부분의 발전소는 최대 일일/계절 부하에 맞게 설계되었습니다. 실제 평균 부하는 일반적으로 최대 부하의 40~70%입니다. 최대 수요를 충족하기 위해 고정 속도로 작동하는 송풍기는 대부분의 작동 수명 동안 비효율적인 부분 부하로 작동합니다.
가변 주파수 드라이브(VFD)를 사용하면 송풍기 속도로 실제 산소 수요를 추적할 수 있습니다. 속도 제어용 VFD를 갖춘 삼엽형 포지티브 변위 블로워는 60~70%의 턴다운을 제공하므로 뛰어난 운영 유연성을 제공합니다.
VFD를 통한 에너지 절감: 일반 플랜트에서 송풍기 에너지의 15~30%. 투자 회수: 전기 요금 및 부하 변동에 따라 2~4년.
VFD는 다음과 같은 경우에 가장 효과적입니다. 부하가 크게 변동(일일 변동 > 2:1), 여러 송풍기가 설치됨, 현재 송풍기가 >70% 속도로 지속적으로 작동함.
VFD는 다음과 같은 경우에 가장 효과적이지 않습니다. 송풍기는 이미 대부분의 시간(용량이 제한된 공장)에서 95~100% 속도로 작동하거나 뿌리 송풍기가 이미 최소로 조절되어 있을 때 작동합니다.
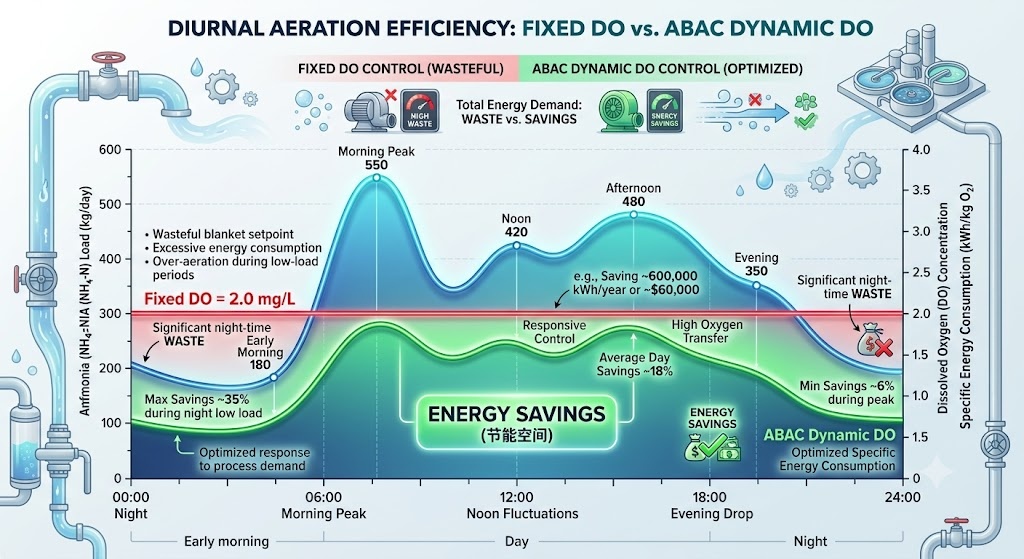
대부분의 플랜트는 폭기조 전체에 걸쳐 DO 설정점 2.0mg/L(최악의 조건을 포괄하는 포괄적 수치)에서 작동합니다. 평균 부하 조건에서 이는 만성적인 과잉 통기를 의미합니다.
DO 설정점을 2.0mg/L에서 1.5mg/L로 줄이면(상온에서 질산화에는 여전히 충분함) 일반적으로 공기 수요가 10~20% 감소합니다. 이는 이용 가능한 가장 저렴한 개입이며, 자본 지출 없이 PLC를 다시 프로그래밍하여 달성할 수 있는 경우가 많습니다.
중요: DO 설정점 감소는 신뢰할 수 있는 DO 센서 교정과 결합되어야 합니다. DO 센서의 드리프트는 흔히 발생하며 실제 DO가 표시된 값보다 낮아지게 됩니다. 센서를 재보정하지 않고 설정점을 줄이면 프로세스가 혼란스러울 위험이 있습니다.
표준 DO 제어는 실제 생물학적 수요와 관계없이 고정된 DO 농도를 유지합니다. ABAC는 한 단계 더 심화되어 배출되는 암모니아 농도를 측정하고 질산화 완료 여부에 따라 DO 설정점을 동적으로 조정합니다.
OTE는 낮은 DO 농도에서 향상되므로 공정 목표를 충족하는 최소 DO 농도를 유지함으로써 에너지를 절약할 수 있습니다. ABAC 시스템은 OTE와 암모니아의 생물학적 전환율 모두에 대한 DO의 영향을 활용합니다.
실제로 암모니아 부하가 낮은 밤에는 ABAC를 사용하여 DO를 0.8~1.2mg/L로 낮추면서도 완전한 질화를 달성할 수 있습니다. 아침 최대 부하 동안 암모니아가 돌파되기 전에 DO가 2.5~3.0mg/L로 증가합니다. 고정된 DO 설정점에서는 이러한 동적 응답이 불가능합니다.
Envirosim이 발표한 사례 연구에 따르면 질산화 활성 슬러지 공장에서 수동 DO 제어로 DO가 0.5~3.5mg/L, 송풍기 에너지가 590kWh/MGD로 변동하는 것으로 나타났습니다. 기존의 DO 제어는 이를 3%만 줄였습니다. ABAC는 DO 작동 범위를 모든 로딩 조건에서 완전한 질산화에 필요한 최소 수준으로 좁혀 에너지 수요를 훨씬 더 줄였습니다.
AI, 머신러닝이 통합된 MPC 등 첨단 제어기술을 통해 수동조작 대비 에너지 사용량을 30~40% 줄이고 DO 수준을 35~40% 높일 수 있다.
ABAC 구현 요구 사항: 폭기조의 유출수 끝 근처에 있는 암모니아 센서(이온 선택성 전극 또는 온라인 분석기); 각 제어 구역의 DO 센서; SCADA 통합; 대응 능력을 위한 VFD 송풍기.
오염된 디퓨저는 더 낮은 SOTE로 더 큰 기포를 생성하고 DWP를 높입니다. 즉, 동일한 공기를 통과시키기 위해 송풍기가 더 열심히 작동해야 합니다. DWP = 100mbar 대 DWP = 20mbar에서 오염된 디퓨저의 결합 효과는 전달된 산소 단위당 에너지가 15~25% 증가합니다.
적절하게 설계된 통기 제어 시스템을 구현하면 미국 환경 보호국에서 통기 에너지를 25~40%까지 줄일 수 있다고 보고했습니다. 그러나 이러한 절약은 디퓨저가 깨끗할 때만 달성할 수 있습니다. 오염된 디퓨저 시스템은 고급 제어의 이점을 무효화합니다.
디퓨저 유지보수 우선순위:
전체 유지 관리 결정 프레임워크는 DWP 문서를 참조하세요.
루트 송풍기가 수십 년 동안 기본 기술이었기 때문에 많은 발전소가 그렇듯 0.5bar 배압 이상에서 작동하는 루트 삼엽형 송풍기로 발전소를 건설한 경우, 이를 고속 터보 송풍기나 회전식 스크류 송풍기로 교체하면 효율성이 크게 향상됩니다.
| 송풍기 업그레이드 | 최고의 효율성 향상 | 에너지 절약(지시) | 회수 |
|---|---|---|---|
| 뿌리 → 회전나사(동일압력) | 10~15% 포인트 | 15~20% | 4~7년 |
| 뿌리 → 고속 터보 | 15~25퍼센트 포인트 | 20~30% | 5~9세 |
| 다단 원심분리기 → Turbo | 8~15% 포인트 | 10~20% | 5~8년 |
| 기존 스크류 블로어에 VFD 추가 | 부분 부하 시 8~15% | 10~20% | 2~4년 |
송풍기 교체는 가장 높은 자본 비용 개입이지만 가장 지속적인 절감 효과를 제공합니다. 효율성 향상은 작업자 행동과 무관하며 심각한 기계적 고장 없이는 저하되지 않습니다.
완전한 폭기 에너지 감사는 절감 매트릭스를 제공합니다. 각 기회는 kWh/년 및 $/년으로 정량화되며, 예상 구현 비용과 간단한 투자 회수 기간도 포함됩니다.
감사 결과 예시 — 10,000m³/일 도시 플랜트, 191kW 송풍기 부하, $0.10/kWh 전기:
| 기회 | 에너지 절약 | 연간 저축 | 구현 비용 | 간단한 회수 |
|---|---|---|---|---|
| DO 설정값 2.0 → 1.5 mg/L(PLC 재프로그래밍) | 15% | $25,000 | $2,000 | 1개월 |
| 디퓨저 버스트 세척 산성 세척 | 12% | $20,000 | $5,000 | 3개월 |
| 리드 송풍기의 VFD | 18% | $30,000 | $40,000 | 16개월 |
| ABAC 구현 | 20% | $33,000 | $80,000 | 29개월 |
| 송풍기교체(뿌리→터보) | 25% | $42,000 | $250,000 | 71개월 |
참고: 절감 효과는 완전히 합산되지 않습니다. DO 설정점 감소 및 ABAC는 중복되는 문제를 해결합니다. 다섯 가지 조치 모두를 통해 현실적으로 절약할 수 있습니다. 기준 폭기 에너지의 35~50%, 처음 세 가지 조치만 통해 3년 이내에 대부분의 절감 효과를 얻을 수 있습니다.
소규모 WWTP는 ON/OFF 및 PID 제어 방법의 이점을 활용하여 에너지를 10~25% 절약하고 DO 수준을 5~30% 감소시킵니다. 캐스케이드 제어 및 모델 예측 제어는 중형 WWTP의 에너지 효율성을 15~30% 향상시킵니다. AI 및 기계 학습이 통합된 MPC를 활용하는 고급 WWTP는 에너지 사용량을 30~40% 줄일 수 있습니다.
| 식물 크기 | 적절한 제어 전략 | 현실적인 에너지 절약 |
|---|---|---|
| < 1,000m³/일 | 온/오프 송풍기 수동 DO 조정 | 5~15% |
| 1,000~5,000m³/일 | PID DO 제어 VFD | 15~25% |
| 5,000~20,000m³/일 | 캐스케이드 DO 제어 ABAC VFD | 20~35% |
| > 20,000m³/일 | MPC ABAC 다중 송풍기 조정 | 25~40% |
| > 50,000m³/일 | MPC AI/ML 부하 예측 전체 계측 | 30~45% |
무산소 구역이 있는 공장에서 가장 흔히 간과되는 에너지 절약 중 하나입니다. 탈질 과정에서 박테리아는 O2 대신 NO₃를 전자 수용체로 사용하여 질산염 분자에서 산소를 효과적으로 회수합니다.
산소 크레디트 = NO₃-N 감소량 kg당 2.86kgO²
10,000m³/일 유량에서 15mg/L NO₃를 탈질소화하는 공장의 경우:
SAE = 2.5kgO²/kWh에서 이 크레딧의 가치는 다음과 같습니다. 429 / 2.5 = 172kWh/일 = $6,200/년
무산소 구역이 있지만 송풍기 제어 논리에서 탈질 크레딧을 고려하지 않은 공장은 매일 이 크레딧에 해당하는 에너지를 과포화하고 낭비하고 있습니다.
전체 감사를 의뢰하기 전에 이 체크리스트를 실행하십시오. 가장 일반적인 세 가지 빠른 해결 방법을 식별합니다.
1. 송풍기 토출 압력을 읽고 DWP를 계산합니다.
2. 송풍기 작동점과 설계 곡선을 확인하세요.
3. SCADA 추세(지난 7일)에서 평균 DO를 읽습니다.
4. 실제 송풍기 출력을 이론상 요구 사항과 비교
5. 송풍기 출력의 일별 변화를 확인하십시오.
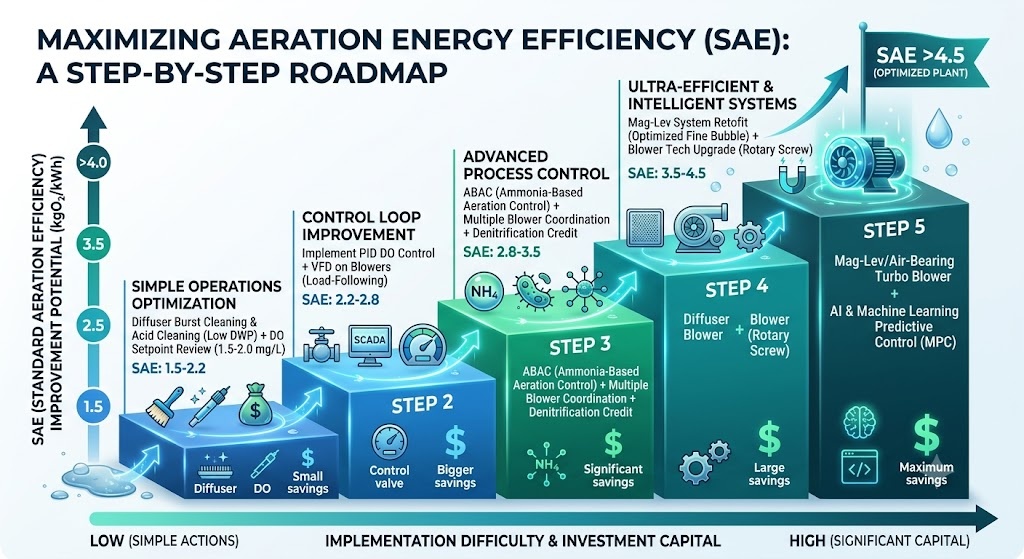
| 현재 SAE | 우선 조치 | 조치 후 예상되는 SAE |
|---|---|---|
| < 1.5kgO²/kWh | 디퓨저 청소 DO 설정값 검토 | 1.8–2.2 |
| 1.5~2.0kgO²/kWh | VFD DO 제어 추가 | 2.2~2.8 |
| 2.0~2.5kgO²/kWh | ABAC 최적화 디퓨저 커버리지 추가 | 2.5~3.5 |
| 2.5~3.5 kgO₂/kWh | 10년 이상 된 경우 송풍기 기술 업그레이드 | 3.5–4.5 |
| > 3.5kgO²/kWh | 잘 최적화됨 - 디퓨저 유지 관리에 중점 | 유지하다 |
관련 제품: Nihao의 미세 버블 디스크 디퓨저, 플레이트 디퓨저, 튜브 디퓨저 및 에어레이션 호스는 모두 이 감사 프레임워크에 설명된 디퓨저 측면 최적화를 지원합니다. EPDM 또는 실리콘 멤브레인 선택과 정기적인 청소를 통해 낮은 DWP를 유지하는 것은 대부분의 공장 운영자가 사용할 수 있는 가장 높은 ROI, 가장 낮은 자본 개입입니다. 연락처 [email protected] 디퓨저 시스템 평가 지원용.


86 - 571 - 88647609

+ 86-15267462807
